|
|
СТАНКИ ДЛЯ РЯДОВОЙ ПРЕЦИЗИОННОЙ НАМОТКИ СТАЛЬНОЙ И ПОРОШКОВОЙ СВАРОЧНОЙ ПРОВОЛОКИ.Отечественная автомобильная и судостроительная промышленность становиться на ноги и переоснащается современным сварочным оборудованием. Современные сварочные полуавтоматы и автоматы обладают превосходными эксплуатационными характеристиками, но требуют высокого качества расходных материалов - сварочной проволоки. Проволока должна быть качественной не только по составу, но и должна иметь стабильный диаметр. Одним из самых важных критериев при выборе является качество намотки сварочной проволоки на кассету, устанавливаемую в сварочный автомат. Проволока на кассете не должна путаться, скручиваться, недопустим "перехлест" витков и избыточная формовка проволоки. В кассете недопустимы "проваленные" витки, скрутки, "бараны". Проволока на кассетах должна иметь одинаковую длину, т.к. сварочные автоматы останавливают для смены всех кассет одновременно, и если длина проволоки будет разной возникнут большие отходы. Отечественная проволочная промышленность не справляется с требуемым объемом качественно намотанной проволоки и поставляет ее бухтами, с низким качеством намотки. Для преодоления этой проблемы нашим предприятием предлагается полный спектр оборудования для качественной перемотки стальной и порошковой сварочной проволоки. Предлагаемое оборудование позволяет строить производственные линии состоящие из нескольких этапов - переделов. Проволока может фасоваться на любые стандартные и нестандартные пластиковые и проволочные кассеты. ЛИНИЯ ПО ПРОИЗВОДСТВУ ОМЕДНЕННОЙ ПРОВОЛОКИ НА ЕВРОКАССЕТЫ1 этап Проволока перематывается с бухт, весом 50 кг, на технологическую кассету, весом 200-250 кг. При этом проволока выпрямляется, формуется и очищается от грязи и окалины. Одновременно происходит контроль однородности материала, т.к. в бухтах нередко имеют место скрутки. Проволока сваривается встык при помощи аппарата контактной сварки. Место сварки зачищается до получения равномерного диаметра. 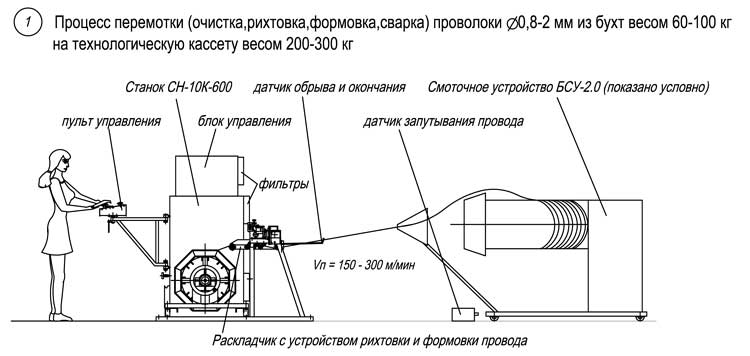 2 этап Проволока перематывается с одной технологической катушки на другую, при этом она пропускается через ванну меднения и систему волок - калибров. Качественно намотанная на технологическую катушку, проволока позволяет поддерживать равномерную линейную скорость прохождения через ванну меднения, что в свою очередь позволяет получать ровный однородный слой осажденной меди. Вес проволоки, 250 кг, подобран таким образом, чтобы максимально соответствовать времени работы калибрующей волоки, которую меняют одновременно с установкой очередной катушки. 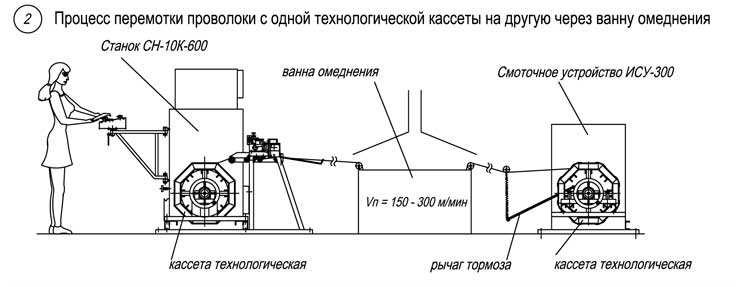 3 этап Омедненная проволока фасуется на кассеты. Для каждого типоразмера кассеты используется специальная оправка. Для получения рядовой намотки виток к витку следует тщательно следить за диаметром проволоки. При использовании линии химического меднения возможно изменение диаметра проволоки в достаточно большом диапазоне. Микропроцессорный блок управления станка фасовки позволяет хранить программы намотки под любой диаметр. Смоточное устройство обеспечивает минимальное натяжение проволоки, а система аварийного останова не дает проволоке распушаться на смоточном устройстве при обрывах проволоки. 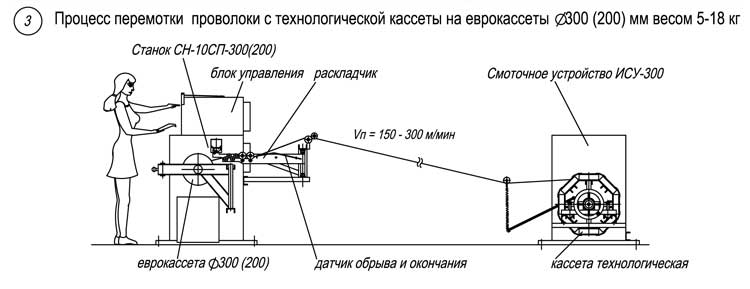 Предложенную технологию можно адаптировать для любых условий применения. Намоточные станки, смоточные устройства и технологические приспособления выпускаемые нашим предприятием позволяют добиваться превосходных результатов при минимуме затрат. |
|
|
Главная | О технологии | Таблицы | Станок СН-10СП-300(200) | Станок СН-10СПП-300 | Станок СН-10К-600 Устройство БСУ-2.0 | Устройство БСУВ-1.0| Устройство БСУВ-2.0 Другие устройства | Написать нам письмо| Адреса и телефоны Copyright © 2006 by ООО "Опытно-конструкторское бюро "Зенин" |
|